-

沈阳鑫翰阳模具有限公司
主营:注塑模具,注塑加工,压铸模具 - 13940009058

沈阳鑫翰阳模具有限公司
主营:注塑模具,注塑加工,压铸模具 9
9
由于深腔的产品越来越多,应用越来越广泛。随之对应需求的深腔模具设计和开发也要求越来越高,作为国际良好的精密模具制造商,鑫翰阳通过技术经验的积累,在深腔模具技术的研发运用及技术的沉淀也处于行业先列。
深腔模具的特点:①产品高度与产品投影面积接近或**过产品长宽尺寸,一般情况下,塑件产品的高度大于80MM。②注塑流程长,要求注塑压力高,注塑速度快。要求产品塑料原料本身具有较低的粘度和好的流动性及较好的热稳定性。③模具强度和模具定位互锁方面需要重点考虑,设计初期要求设计工程师对模具钢材的选用及模具强度的校核重点控制。④模具浇口的选择和冷却系统的设计,模温的控制要求非常高。
以下就分别从成型材料的选择、模具结构和强度校核和注塑参数优化方面给大家分享**大金在深腔模具方面是如何优化?选择一款空气净化器外壳。材料:ABS,产品外形尺寸:长330X宽330X高210(料厚2.5MM)。
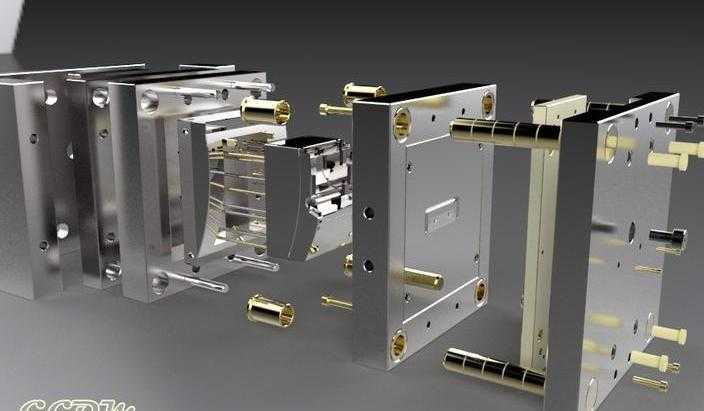
深腔模具
1、成型材料的选择:前期客户要求的注塑材料是奇美ABS(PA-757) ,GDM通过CAE分析对比LG ABS(HG-173 )两种材料各方面对比,
选用HG-173牌号材料,产品整体可行性优于选择PA-757材料的。 由于该产品对外观要求较高,尤其是要求熔接线不可见,故应选择流动性好,允许模具温度高的材料成型。GDM建议选择HG-173的材料成型,成型条件选择油温。
2、模具结构的优化:通过UG-NX高级仿真进行模具强度、疲劳分析软件,计算出模具模板较佳厚度比,保证模具寿命的同时,使模具成本较低。模具内模做互锁结构,保证模腔侧向受力均匀,避免注塑过程中受力胀开。
3、模具冷却系统的优化:模具通过设计环型水路,保证产品相同注塑*温度尽量达到平衡一致。模具动定模运水单独独立连接到模具外部,在注塑过程中可以灵活调整,以保证运水冷却对产品变形和脱模要求。
浇口,亦称进料口,是连接分流道与型腔熔体的通道。浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。浇口位置对熔体流动*的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置
在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:
6.点浇口
点浇口尤其适用于圆桶形、壳形及盒形塑料制品。对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
缺点:注塑压力较大,多数情况下必须采用三板模结构,其模具相对较复杂,成型周期较长。
鑫翰阳模具/沈阳注塑模具批发/沈阳注塑加工哪家好由沈阳鑫翰阳模具有限公司()提供。